玻璃钢原材料、辅料、工具一站式采购定制平台18年口碑相传 品质卓越
咨询热线:400-993-7117

咨询热线:400-993-7117

 来源:山川复合材料 发布日期
2017-10-14 10:01 浏览:-
来源:山川复合材料 发布日期
2017-10-14 10:01 浏览:-现在玻璃钢成型的工艺很多,手糊玻璃钢是最常见的,低成本、易操作的玻璃钢工艺之一。但普遍存在一个困扰,就是很难保证每次脱模的产品,都是高光洁、光亮,无需抛光的。在这里分享一个低成本的玻璃钢应用案例,通过复合材料的合理搭配,玻璃钢制品能取得一个稳定的高光洁、免打磨效果。

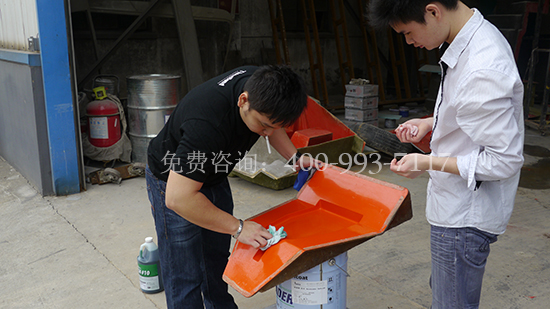
为了得到更适宜的玻璃钢制品制作的环境温度和光线,制作点选在了厂房门口,但是有一点不要和测试大哥这样,边吸烟、边做玻璃钢,有点小危险!
洁模剂主要用来对新制造的或日常使用中的玻璃钢模具进行表面清洁保养,分简单清洁和去除蜡垢等多个品种,能有效保护模具,延长模具寿命。一定不要采用丙酮之类的清洗,它会破坏模具胶衣的表面层。

上面两款产品是实现免打磨效果的必要手段,美国REXCO派脱66#蜡和派脱十号膜(PVA),由于篇幅有限这里不对产品做详细介绍了。

鉴于66号蜡卓越的快速成膜特性,操作的要点就是一个:每打完一遍蜡,快速用干抹布抹试至光亮,重复两边即可满足安全脱模要求。66号蜡超级细腻,使用非常方便,它的作用主要是两个,修补填充模具表面微小缺陷细孔,二是形成有效的脱模涂层。

这是实现高光洁玻璃钢制品效果的有力保障,10#膜可以手涂,亦可喷涂。喷涂相对手涂来说,更节省用量和适合大面积操作。操作的要点就是,为了更好的成膜效果,每喷涂一遍要间隔20分钟以上,最后一遍充分成膜后即可后续胶衣喷涂工序。(不要用在水性的基面上,例如酚醛树脂)

为了更快的成膜效果,可用热风枪来升温加速成膜,当然你可以用其他加温方式。

根据实际操作的温度,合理搭配固化剂的比例,来控制凝胶的速度。如胶衣粘度过大,可采用苯乙烯进行稀释(环氧胶衣除外)。

胶衣喷涂60分钟在粘手不粘胶的状态下,方可进行后续的玻璃纤维铺层。过早会容易造成树脂苯乙烯溶解胶衣层,造成橘皮或固化不良等问题。另外一点,胶衣不建议隔夜再上玻纤层,容易出现脱层现象。

使用表面毡主要就是为了提高玻璃钢制品的表面质量,这个可以根据自身产品的定位,来确定是否使用。

表面毡的操作要点就,不要来回滚刷,容易出现波皱和气泡。树脂在毛辊上胶后,应采用粘压法操作,尽量避免气泡的出现。

因为制品比较薄,我们全部采用了玻璃纤维毡来操作,当然你可以自由搭配合理的玻纤铺层方案。

手糊玻璃钢树脂含量都比较大,一般都会在60%左右,尽量赶压出多余树脂,来提高玻纤的含量,以达到更好的玻璃钢强度。

为了更快的固化速度,进行了加温操作,有条件的,可以通过60-80℃加温间,一般3小时即可脱模处理。

可采用模具锲子之类,从四周轻松实现安全快速脱模。切勿用木楔子等,易划伤模具和制品的工具暴力脱模。

大家从完整的脱模状态可以清楚的看到,派脱10号膜的隔离层完整的附着在玻璃钢制品的表面,实现了一个平滑的有效保护层。

剥掉10#膜形成的脱模层,完整的光滑的玻璃钢制品呈现在眼前,这就是我们要的效果!如需暂时储存,可以直接切边处理,起到保护表面和隔离灰尘作用。注意一点,水会溶解脱模层,但不会造成任何胶衣面损伤。

参照切割线,做好切割标记,避免造成玻璃钢制品边角出现误差,切勿凭经验,自由跑边。

可采用电动工具快速打磨,对切割毛边经行打磨处理,避免造成接触性划伤。

对于打磨的玻璃钢粉尘,可采用水洗或者气吹经行清洁处理,经过这一系类的操作,我们的工作接近了尾声,下面就是我们实现的免打磨、高光洁的玻璃钢制品。

希望分享能给你带来一点点帮助和启发,我们会持续为你提供更多的玻璃钢应用经验!

